Custom Design and Engineering
- We work closely with you to understand your unique requirements.
- Our team of experienced engineers will design a conveyor system that fits your space, product type, and operational demands.
- 3D modeling and simulations ensure optimal design and functionality before manufacturing.
Manufacturing and Assembly
- State-of-the-art manufacturing facilities equipped with advanced machinery.
- High-quality materials and components ensure durability and longevity.
- Skilled technicians assemble and test each conveyor to guarantee performance and reliability.
Installation and Integration
- Professional installation services to ensure seamless integration with your existing systems.
- Minimization of downtime during the transition process.
- Comprehensive training for your staff to operate and maintain the new conveyor system effectively.
Maintenance and Support
- Preventive maintenance programs to keep your conveyor running smoothly.
- On-site and remote technical support available 24/7.
- Quick response times to minimize disruptions to your operations.
Types of Conveyor Systems
- Belt Conveyors
- Description: Ideal for transporting a wide variety of materials, from lightweight to heavy-duty.
- Applications: Manufacturing, packaging, assembly lines.
- Roller Conveyors
- Description: Perfect for handling heavier loads and large items, utilizing rollers to move products.
- Applications: Warehousing, distribution centers, heavy manufacturing.
- Chain Conveyors
- Description: Suitable for moving heavy loads and pallets using chains as the primary mode of conveyance.
- Applications: Automotive, heavy machinery, industrial manufacturing.
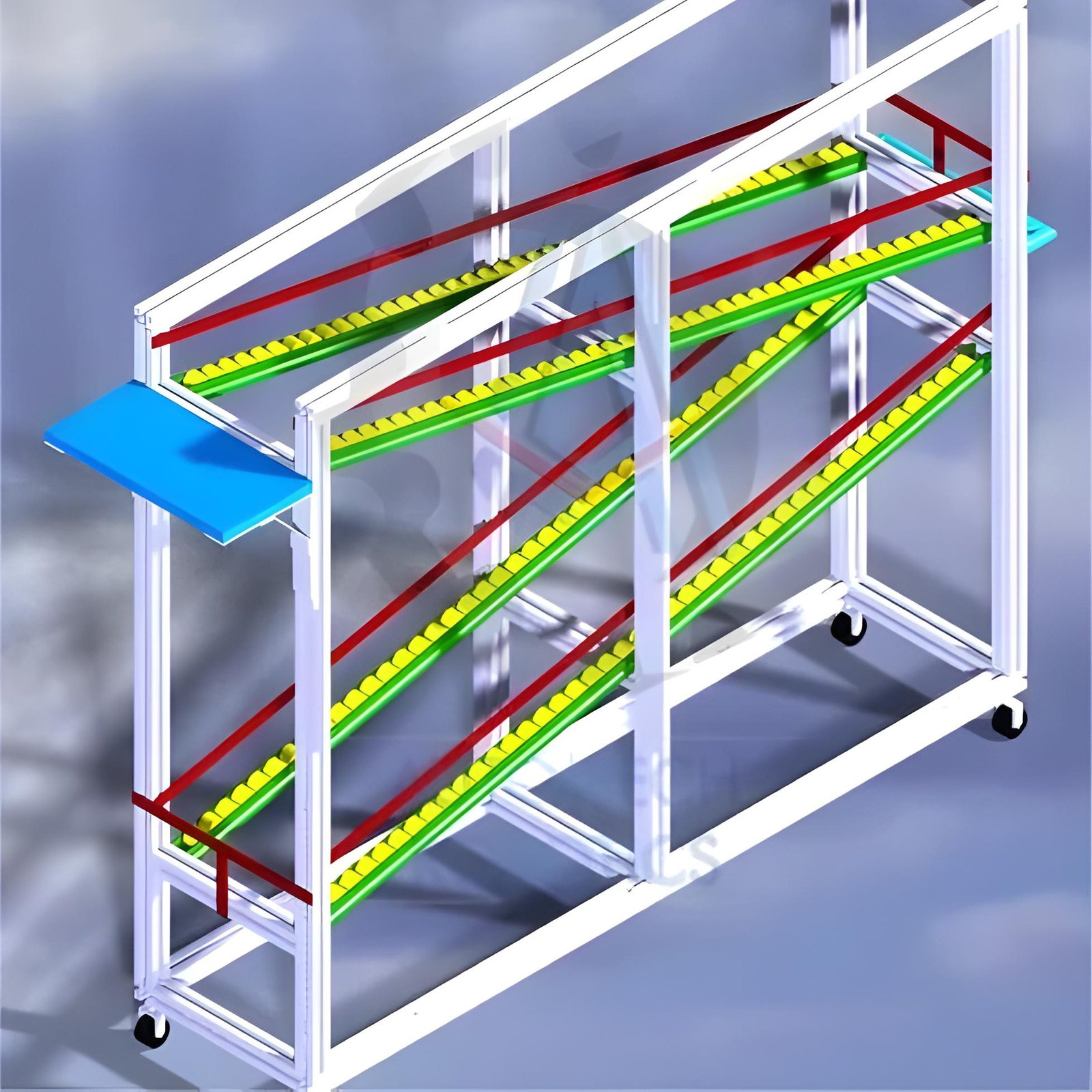
- Slat Conveyors
- Description: Uses slats connected to chains to move products, providing a durable and stable surface.
- Applications: Food and beverage, bottling, and packaging industries.
- Screw Conveyors
- Description: Ideal for moving bulk materials such as grains, powders, and granules using a rotating helical screw blade.
- Applications: Agriculture, food processing, chemical industries.
- Modular Belt Conveyors
- Description: Offers flexibility with modular components, easy to clean and maintain.
- Applications: Food processing, pharmaceuticals, packaging.
- Overhead Conveyors
- Description: Space-saving conveyors that move products along overhead tracks.
- Applications: Automotive assembly lines, paint shops, warehousing.
- Pneumatic Conveyors
- Description: Uses air pressure to move bulk materials through enclosed pipelines.
- Applications: Grain handling, cement industry, food processing.
- Vibrating Conveyors
- Description: Moves products using vibration, ideal for delicate or fragile items.
- Applications: Food processing, recycling, and mining industries.
- Magnetic Conveyors
- Description: Uses magnets to move ferrous materials along a conveyor path.
- Applications: Metal fabrication, recycling, electronics manufacturing.
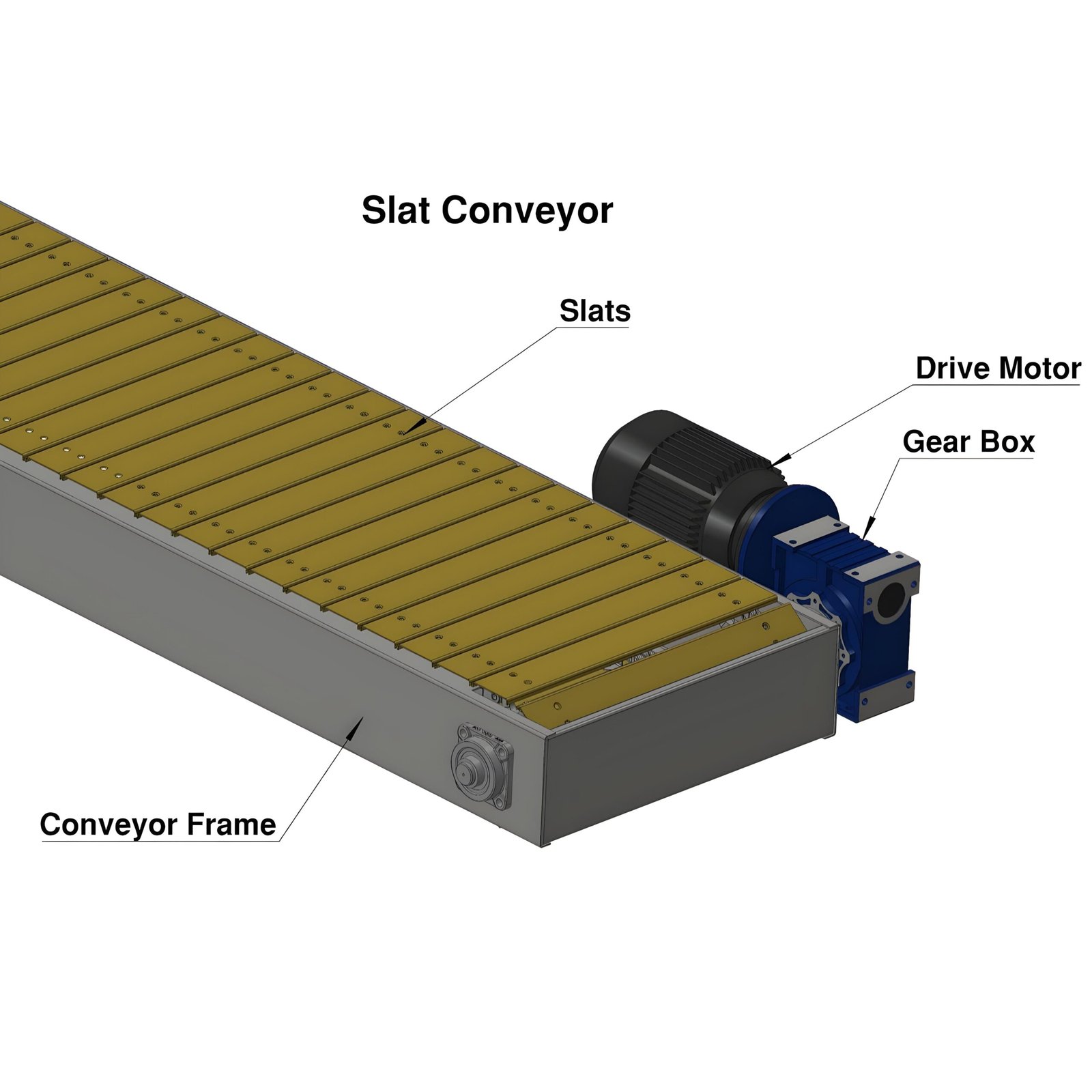
- Vertical Conveyors
- Description: Transports materials vertically between different levels.
- Applications: Multi-story facilities, warehouses, manufacturing plants.
- Spiral Conveyors
- Description: Efficiently moves products up or down a spiral path, saving floor space.
- Applications: Packaging, warehousing, food and beverage.
Industries We Serve
- Food and Beverage
- Automotive
- Pharmaceutical
- E-commerce and Warehousing
- Manufacturing
- Logistics and Distribution
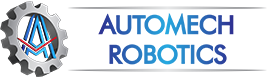
GRAVITY CONVEYOR
SLAT CONVEYOR
WIDTH ADJUSTABLE CHAIN CONVEYOR
FOLDABLE BELT CONVEYOR

Roller Conveyor
